продажи@procamlock.com
Хотите узнать, как изготавливается нержавеющий кулачковый замок, который плавно работает в вашей трансмиссионной системе и оборудовании? Какие строгие процессы и строгие испытания он проходит?
Если ответ да, вы получите нужную информацию из этой статьи. Вы можете узнать о процессе производства нержавеющей стали camlock из следующих 16 шагов и получить ответы на свои вопросы.
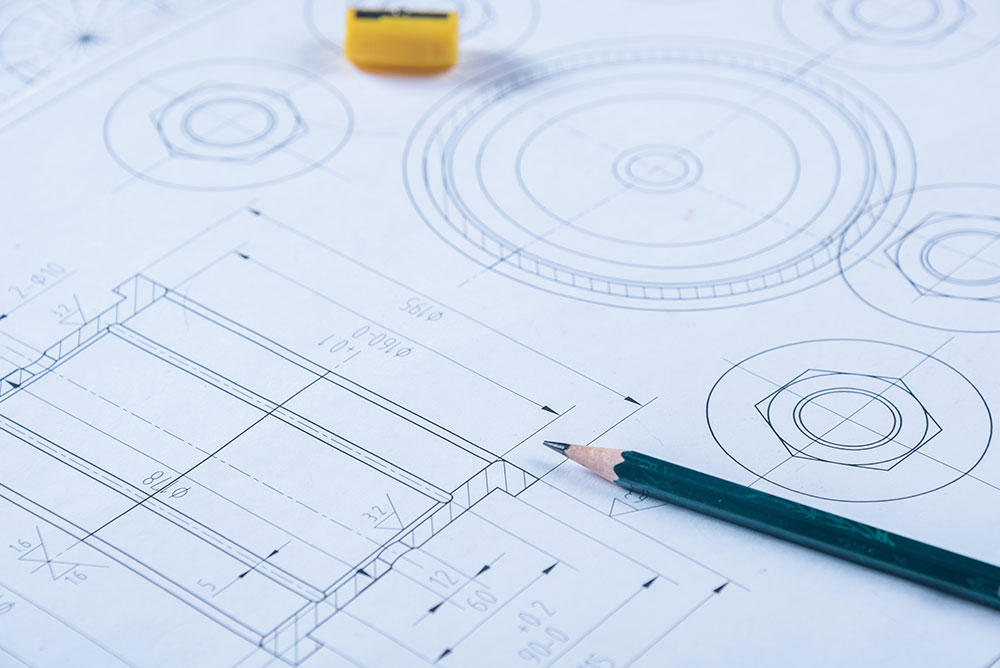
Сначала настройте форму. Отличный продукт получается из высококачественной формы. Стандартная высококачественная форма не даст плохой продукт.
Поэтому конструкция пресс-формы имеет решающее значение. Она является основой всего. Она должна быть подтверждена несколькими сторонами, прежде чем можно будет продолжить другие процессы. Если изготовление пресс-формы не дает хороших результатов, ее необходимо переделывать до тех пор, пока не будет изготовлена высококачественная пресс-форма.
Поэтому необходимо сначала изготовить соответствующую форму в соответствии с чертежом, и только после ее изготовления можно приступать к следующему процессу.
Инжекция восковой формы — очень важный шаг. После изготовления формы ее необходимо предварительно нагреть, чтобы воск мог равномерно растекаться и заполнять всю форму. Затем следующим шагом будет начать инжекцию восковой формы.
Wax Mold Injection в основном использует высококачественный стабильный воск средней температуры, а температура окружающей среды стабильна на уровне 24-26℃. Поскольку воск предъявляет определенные требования к окружающей среде, он деформируется, если он слишком горячий, что влияет на качество продукции и эффективность производства.
Полуавтоматические машины могут использоваться при небольшом объеме производства, а полностью автоматизированные машины должны использоваться при большом объеме партии. Использование автоматизированных машин позволяет точно контролировать процесс производства продукта, чтобы гарантировать отсутствие несчастных случаев в процессе производства.
Воск поступает в форму через автоматизированную машину, равномерно заполняя форму и постепенно формируя восковую модель. Когда полностью сформирована восковая модель, этот этап завершен.
После впрыска восковой формы вы можете обнаружить, что есть проблема с соединением между формами, влияющая на форму или эстетику продукта, или есть избыток воска, вылитый в другие места или переливающийся через край. В это время необходим процесс ремонта восковой формы.
Ремонт восковой формы позволит устранить любые проблемные области или удалить излишки воска, чтобы обеспечить качество и целостность продукта. После этого продукт будет проверен на наличие пузырей, трещин или очевидных дефектов.
Различные конструкции и дизайны изделий имеют различное расположение: некоторые из них располагаются горизонтально, а некоторые — вертикально.
Как правило, конкретный проект сварки восковой формы будет разработан на основе структуры и характеристик продукта, таких как количество деталей в ряду и как они будут расположены. Они будут четко прописаны, чтобы их можно было использовать в качестве стандартного справочника для производственного процесса.
В процессе изготовления форм в качестве материалов для изготовления форм обычно используют цирконовый песок и циркониевый порошок, которые смешивают в определенной пропорции для образования вязкой и устойчивой к высоким температурам суспензии. Затем восковую форму погружают в суспензию, чтобы равномерно покрыть поверхность восковой формы.
После этого восковая форма, покрытая шламом, помещается в сушильную камеру для сушки. В каждой сушильной камере поддерживается постоянная температура и влажность в течение 24 часов, чтобы обеспечить эффективную сушку изделия. В разных сушильных камерах разная температура.
Далее процесс нанесения шликера и сушки повторяется до тех пор, пока толщина формы не достигнет заданного стандарта.
После изготовления формы выполняется этап депарафинизации.
Этот этап необходимо выполнить в котле для депарафинизации. Поместите в него форму, поддерживайте высокую температуру окружающей среды и высокое давление, подождите, пока воск в форме расплавится и вытечет, и форму оставьте.
Заливка также является очень важным этапом.
Сначала поместите форму в печь для обжига на природном газе и нагрейте ее примерно до 1000 градусов. Затем одновременно нагрейте стальной материал примерно до 1600 градусов. После того, как стальной материал нагреется до необходимого уровня, начните заливку.
Этот шаг несет определенные риски, поэтому обратите внимание на безопасность персонала.

После охлаждения и затвердевания отливки получается черновая заготовка.
Следующий шаг — потерянный шаблон. Используйте ракушечный молоток, чтобы сломать форму и вынуть отливку из нержавеющей стали внутри. Это заготовка для продукта.
Далее эта заготовка будет обработана и доведена до совершенства, чтобы постепенно превратиться в точный и высококачественный замок из нержавеющей стали.
В процессе заливки будут образованы необходимые заливочные ворота и стояки.
Литниковый литник представляет собой канал, по которому расплавленный металл поступает в отливку, а стояк представляет собой дополнительную деталь, добавляемую в процессе литья металла для предотвращения усадки материала.
Эта часть необходима в процессе производства, но не нужна в конечном продукте. Поэтому эти заливочные литники и стояки необходимо отрезать и отделить от готового продукта, чтобы гарантировать, что последующая обработка не будет нарушена.
После резки на поверхности изделия и в таких областях, как заливочные литники, образуются неровности, такие как заусенцы, выступы и т. д. Они влияют на плоскостность, гладкость и целостность изделия.
Поэтому необходимо шлифовальное оборудование для выравнивания этих неровных участков, чтобы можно было выполнить следующий этап.
На этом этапе необходимо использовать кислотный раствор для химической реакции с оксидом металла на поверхности изделия, чтобы удалить оксидный слой с поверхности заготовки изделия, сделав поверхность заготовки изделия относительно гладкой.
После травления можно проводить дробеструйную обработку.
Дробеструйная обработка подразумевает использование высокоскоростной вращающейся стальной дроби для удаления остатков оксидного слоя, частиц стального шлака и ржавчины с поверхности заготовки изделия, благодаря чему заготовка изделия постепенно приобретает первоначальный цвет нержавеющей стали.
Это конечная заготовка продукта.
Готовые заготовки должны пройти многократные проверки, чтобы убедиться в их соответствии стандартам и спецификациям, прежде чем они будут официально заложены на хранение.
После формирования заготовки изделия необходимы дальнейшие процедуры обработки.
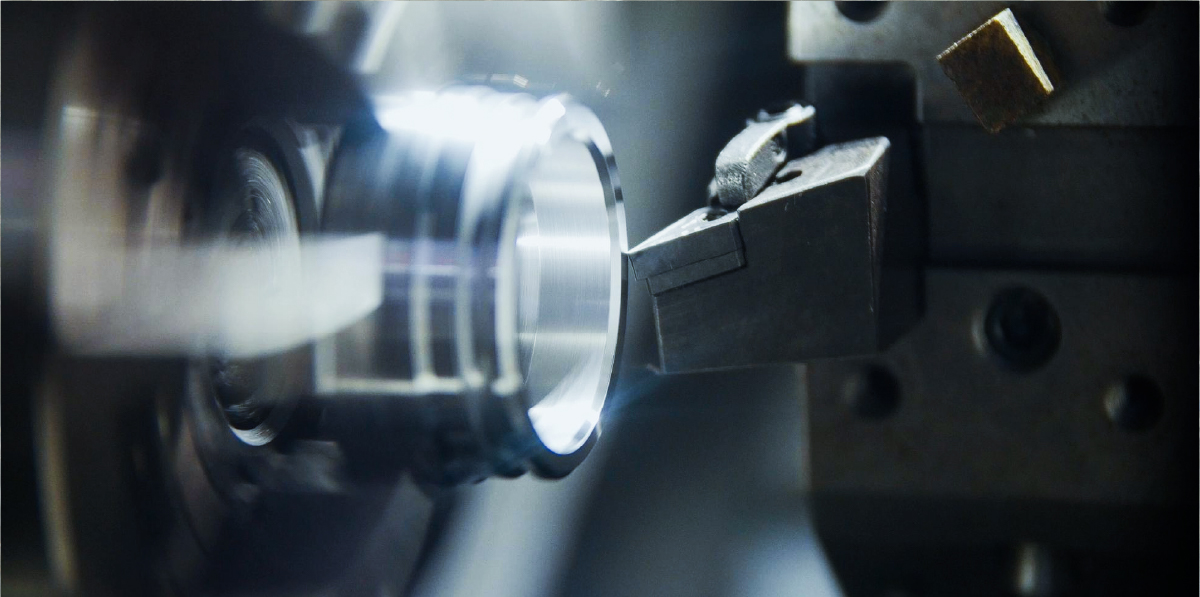
Станки с ЧПУ необходимы для полировки и уточнения размера изделия, точности, резьбы и других более подробных данных с целью оптимизации и повышения качества и точности конечного продукта.

На этом этапе изделие фактически изготавливается, и после серии тщательных проверок и испытаний готовый замок из нержавеющей стали отправляется на склад.
На этом этапе процесса в основном используются различные контрольно-измерительные приборы и оборудование для проверки размера изделия, резьбы, угла, комплектности и т. д. Также будут строго проверены герметичность и срок службы готового изделия, чтобы гарантировать его соответствие всем стандартам.
Наконец, осуществляется соответствующая и разумная упаковка в соответствии с объемом заказа и требованиями заказчика к упаковке.
После того, как все будет готово, товар будет отправлен.
Выше представлен 16-этапный процесс изготовления замка-замка из нержавеющей стали.
После прочтения этой статьи вы, скорее всего, получили ответы на большинство своих вопросов, и у вас должно сложиться определенное представление о процессе производства замков-фиксаторов из нержавеющей стали.
Если у вас возникнут дополнительные вопросы или вы захотите узнать более подробную информацию, вы всегда можете написать нам.






PROCAMLOCK предлагает прочные, высокопроизводительные фитинги Camlock для простого использования в таких отраслях, как пищевая промышленность, химическая промышленность и строительство.
Получить мгновенную расценку