sales@procamlock.com
Θέλετε να μάθετε πώς κατασκευάζεται το camlock από ανοξείδωτο ατσάλι που λειτουργεί ομαλά στο σύστημα μετάδοσης και τον εξοπλισμό σας; Από ποιες αυστηρές διαδικασίες και δοκιμές υποβάλλεται;
Αν η απάντηση είναι ναι, θα λάβετε τις πληροφορίες που θέλετε από αυτό το άρθρο. Μπορείτε να μάθετε για τη διαδικασία κατασκευής του camlock από ανοξείδωτο ατσάλι από τα ακόλουθα 16 βήματα και να λάβετε απαντήσεις στις ερωτήσεις σας.
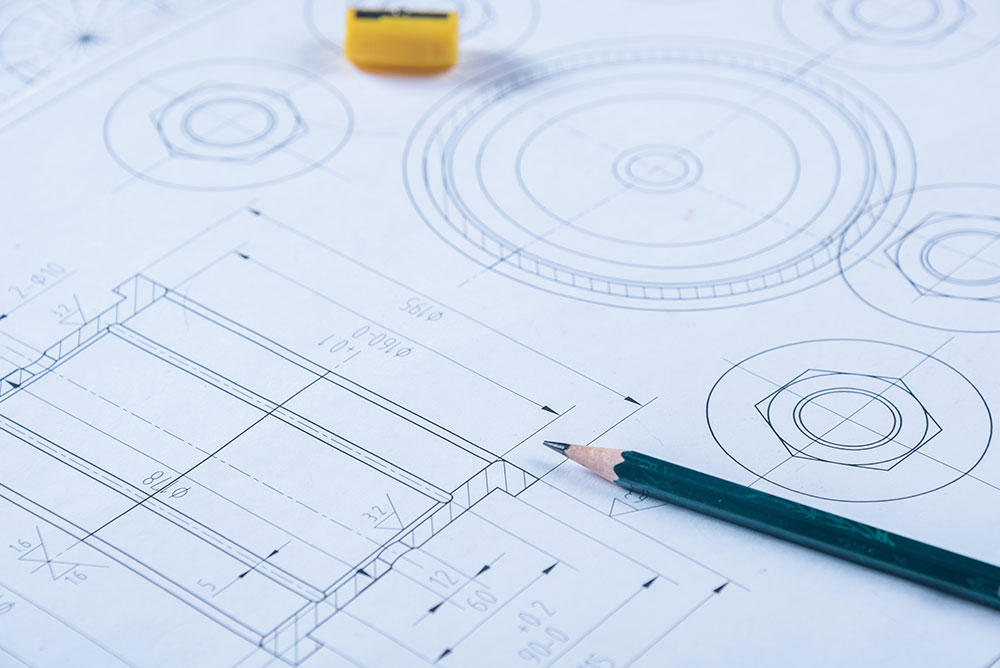
Αρχικά, προσαρμόστε το καλούπι. Ένα εξαιρετικό προϊόν προέρχεται από ένα καλούπι υψηλής ποιότητας. Ένα τυπικό καλούπι υψηλής ποιότητας δεν θα παράγει ένα κακό προϊόν.
Επομένως, ο σχεδιασμός του καλουπιού είναι κρίσιμος. Είναι η βάση των πάντων. Πρέπει να επιβεβαιωθεί από πολλά μέρη προτού συνεχιστούν άλλες διαδικασίες. Εάν η κατασκευή του καλουπιού δεν επιτύχει καλά αποτελέσματα, πρέπει να επανακατασκευαστεί μέχρι να κατασκευαστεί ένα καλούπι υψηλής ποιότητας.
Επομένως, είναι απαραίτητο να προσαρμόσετε πρώτα το κατάλληλο καλούπι σύμφωνα με το σχέδιο και μόνο αφού κατασκευαστεί το καλούπι μπορεί να ξεκινήσει η επόμενη διαδικασία.
Η έγχυση κεριού σε καλούπι είναι ένα πολύ σημαντικό βήμα. Αφού φτιάξετε το καλούπι, πρέπει να το προθερμάνετε για να διασφαλίσετε ότι το κερί μπορεί να ρέει ομοιόμορφα και να γεμίσει ολόκληρο το καλούπι. Στη συνέχεια, το επόμενο βήμα είναι να ξεκινήσετε την έγχυση κεριού σε καλούπι.
Η έγχυση καλουπιών κεριού χρησιμοποιεί κυρίως κερί υψηλής ποιότητας, σταθερό σε μέση θερμοκρασία, και η θερμοκρασία περιβάλλοντος είναι σταθερή στους 24-26℃. Επειδή το κερί έχει ορισμένες απαιτήσεις για το περιβάλλον, θα παραμορφωθεί εάν είναι πολύ ζεστό, επηρεάζοντας την ποιότητα του προϊόντος και την αποδοτικότητα της παραγωγής.
Οι ημιαυτόματες μηχανές μπορούν να χρησιμοποιηθούν όταν η ποσότητα παραγωγής είναι μικρή, ενώ οι πλήρως αυτοματοποιημένες μηχανές πρέπει να χρησιμοποιούνται όταν η ποσότητα παρτίδας είναι μεγάλη. Η χρήση αυτοματοποιημένων μηχανών μπορεί να ελέγξει με ακρίβεια τη διαδικασία παραγωγής του προϊόντος, ώστε να διασφαλιστεί ότι δεν θα υπάρξουν ατυχήματα κατά τη διαδικασία παραγωγής.
Το κερί εισέρχεται στο καλούπι μέσω μιας αυτοματοποιημένης μηχανής, γεμίζοντας ομοιόμορφα το καλούπι και σχηματίζοντας σταδιακά ένα κερένιο μοντέλο. Όταν σχηματιστεί ένα πλήρες κερένιο μοντέλο, αυτό το βήμα ολοκληρώνεται.
Μετά την έγχυση κεριού σε καλούπι, ενδέχεται να διαπιστώσετε ότι υπάρχει πρόβλημα με τη σύνδεση μεταξύ των καλουπιών, επηρεάζοντας το σχήμα ή την αισθητική του προϊόντος, ή ότι υπάρχει περίσσεια κεριού που χύνεται σε άλλα σημεία ή υπερχειλίζει. Σε αυτό το σημείο, απαιτείται η διαδικασία επισκευής καλουπιού κεριού.
Η επισκευή του καλουπιού κεριού θα επισκευάσει τυχόν προβληματικές περιοχές ή θα αφαιρέσει τυχόν περίσσεια κεριού για να διασφαλίσει την ποιότητα και την ακεραιότητα του προϊόντος. Στη συνέχεια, το προϊόν θα ελεγχθεί για φυσαλίδες, ρωγμές ή εμφανή ελαττώματα.
Διαφορετικές δομές και σχέδια προϊόντων έχουν διαφορετικές διατάξεις, μερικές τοποθετούνται οριζόντια και μερικές τοποθετούνται κάθετα.
Γενικά, ένα συγκεκριμένο έργο συγκόλλησης με καλούπι κεριού θα σχεδιαστεί με βάση τη δομή και τα χαρακτηριστικά του προϊόντος, όπως το πόσα κομμάτια υπάρχουν σε μια χορδή και πώς θα τοποθετηθούν. Αυτά θα είναι σαφώς γραμμένα, ώστε να μπορούν να χρησιμοποιηθούν ως τυπική αναφορά για τη διαδικασία κατασκευής.
Στη διαδικασία κατασκευής καλουπιών, η άμμος ζιρκονίου και η σκόνη ζιρκονίου χρησιμοποιούνται γενικά ως υλικά κατασκευής καλουπιών, τα οποία αναμειγνύονται σε μια ορισμένη αναλογία για να σχηματίσουν ένα ιξώδες και ανθεκτικό στις υψηλές θερμοκρασίες πολτό. Στη συνέχεια, το καλούπι κεριού βυθίζεται στο πολτό για να καλύψει ομοιόμορφα την επιφάνεια του καλουπιού κεριού.
Στη συνέχεια, το καλούπι κεριού που είναι επικαλυμμένο με πολτό τοποθετείται στο στεγνωτήριο για ξήρανση. Κάθε στεγνωτήριο διατηρείται σε σταθερή θερμοκρασία και υγρασία για 24 ώρες, ώστε να διασφαλίζεται η αποτελεσματική ξήρανση του προϊόντος. Διαφορετικοί στεγνωτήριοι χώροι έχουν διαφορετικές θερμοκρασίες.
Στη συνέχεια, η διαδικασία επικάλυψης με πολτό και ξήρανσης επαναλαμβάνεται μέχρι το πάχος του καλουπιού να φτάσει στο καθορισμένο πρότυπο.
Αφού κατασκευαστεί το καλούπι, πραγματοποιείται το βήμα της αποκήρωσης.
Αυτό το βήμα πρέπει να ολοκληρωθεί σε βραστήρα αποκήρωσης. Τοποθετήστε το καλούπι μέσα σε αυτό, διατηρήστε τη θερμοκρασία περιβάλλοντος σε υψηλή θερμοκρασία και υψηλή πίεση, περιμένετε να λιώσει το καλούπι κεριού στο καλούπι και να τρέξει έξω, και το καλούπι έχει απομείνει.
Το ρίξιμο είναι επίσης ένα πολύ σημαντικό βήμα.
Αρχικά, τοποθετήστε το καλούπι στον κλίβανο ψησίματος φυσικού αερίου και θερμάνετε τον στους περίπου 1000 βαθμούς. Στη συνέχεια, θερμάνετε το χαλύβδινο υλικό στους περίπου 1600 βαθμούς ταυτόχρονα. Αφού το χαλύβδινο υλικό θερμανθεί στο απαιτούμενο επίπεδο, ξεκινήστε την έκχυση.
Αυτό το βήμα ενέχει ορισμένους κινδύνους, γι' αυτό δώστε προσοχή στην ασφάλεια του προσωπικού.

Αφού το χυτό κρυώσει και στερεοποιηθεί, λαμβάνεται ένα τραχύ ακατέργαστο υλικό.
Το επόμενο βήμα είναι το χαμένο μοτίβο. Χρησιμοποιήστε ένα σπάσιμο κελύφους για να σπάσετε το καλούπι και να αφαιρέσετε το χυτό ανοξείδωτο χάλυβα στο εσωτερικό του. Αυτό είναι ένα κενό προϊόν.
Στη συνέχεια, αυτό το κενό προϊόν θα υποβληθεί σε επεξεργασία και θα βελτιωθεί σταδιακά για να γίνει ένα ακριβές και υψηλής ποιότητας camlock από ανοξείδωτο ατσάλι.
Κατά τη διάρκεια της διαδικασίας έκχυσης, θα σχηματιστούν ορισμένες απαραίτητες πύλες και ανυψωτήρες έκχυσης.
Η πύλη έκχυσης αναφέρεται στο κανάλι για την είσοδο του τηγμένου μετάλλου στη χύτευση και ο ανυψωτήρας αναφέρεται στο συμπληρωματικό μέρος που προστίθεται κατά τη διαδικασία χύτευσης μετάλλου για την αποφυγή συρρίκνωσης του υλικού.
Αυτό το εξάρτημα είναι απαραίτητο στη διαδικασία κατασκευής, αλλά δεν είναι απαραίτητο στο τελικό προϊόν. Επομένως, αυτές οι πύλες και οι ανυψωτήρες έκχυσης πρέπει να κοπούν και να διαχωριστούν από το κατασκευασμένο προϊόν για να διασφαλιστεί ότι δεν θα διαταραχθεί η επακόλουθη επεξεργασία.
Μετά την κοπή, θα σχηματιστούν ανομοιόμορφα μέρη στην επιφάνεια του προϊόντος και σε περιοχές όπως οι πύλες έκχυσης, τα οποία μπορεί να είναι γρέζια, προεξοχές κ.λπ. Αυτά θα επηρεάσουν την επιπεδότητα, την ομαλότητα και την ακεραιότητα του προϊόντος.
Επομένως, απαιτείται εξοπλισμός λείανσης για την επίπεδη λείανση αυτών των ανώμαλων περιοχών, ώστε να μπορεί να πραγματοποιηθεί το επόμενο βήμα.
Αυτό το βήμα απαιτεί τη χρήση ενός όξινου διαλύματος για χημική αντίδραση με το οξείδιο του μετάλλου στην επιφάνεια του προϊόντος, ώστε να αφαιρεθεί το στρώμα οξειδίου στην επιφάνεια του τυφλού προϊόντος, καθιστώντας την επιφάνεια του τυφλού προϊόντος σχετικά λεία.
Μετά την αποξείδωση, μπορεί να πραγματοποιηθεί η διαδικασία αμμοβολής.
Η αμμοβολή αναφέρεται στη χρήση σφαιριδίων υψηλής ταχύτητας που περιστρέφονται από χάλυβα για την απομάκρυνση των υπολειμμάτων στρώματος οξειδίου, των υπολειμμάτων σκωρίας χάλυβα και της σκουριάς στην επιφάνεια του τεμαχίου προϊόντος, έτσι ώστε το τεμάχιο προϊόντος να μετατραπεί σταδιακά στο αρχικό χρώμα του ανοξείδωτου χάλυβα.
Αυτό είναι το τελικό κενό προϊόν.
Τα κενά των τελικών προϊόντων πρέπει να υποβληθούν σε πολλαπλούς ελέγχους για να διασφαλιστεί ότι πληρούν τα πρότυπα και τις προδιαγραφές πριν από την επίσημη αποθήκευσή τους.
Αφού σχηματιστεί το τυφλό προϊόν, απαιτούνται περαιτέρω διαδικασίες επεξεργασίας.
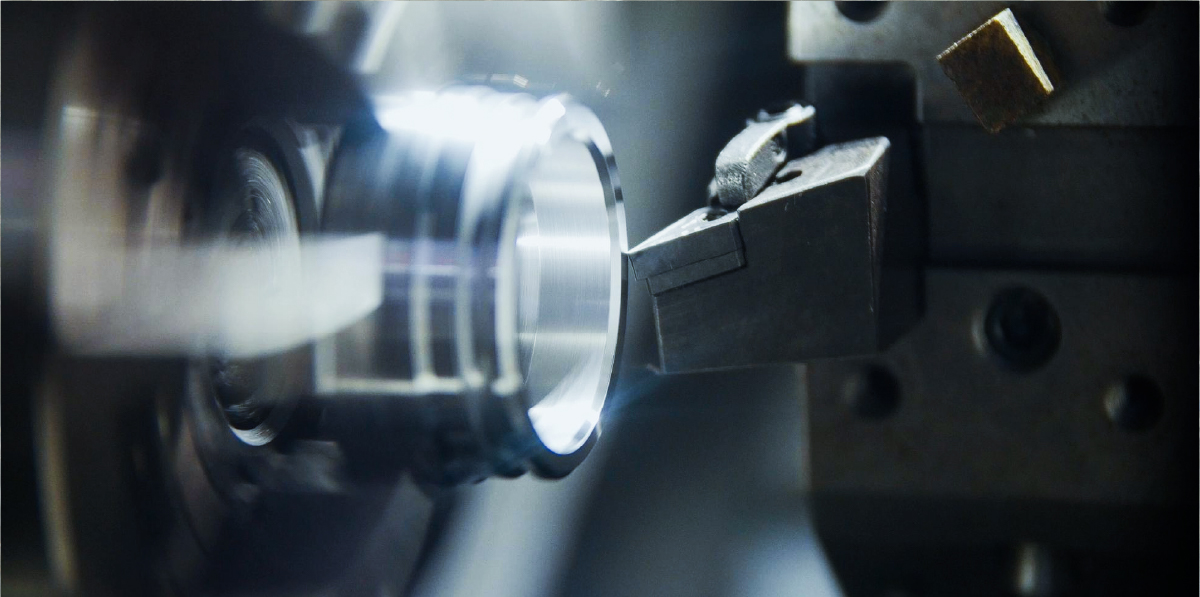
Οι εργαλειομηχανές CNC είναι απαραίτητες για τη στίλβωση και τη βελτίωση του μεγέθους, της ακρίβειας, του σπειρώματος και άλλων πιο λεπτομερών δεδομένων του προϊόντος, με σκοπό τη βελτιστοποίηση και βελτίωση της ποιότητας και της ακρίβειας του τελικού προϊόντος.

Σε αυτό το βήμα, το προϊόν ουσιαστικά κατασκευάζεται και μετά από μια σειρά ακριβών επιθεωρήσεων και δοκιμών, το τελικό camlock από ανοξείδωτο χάλυβα αποθηκεύεται στην αποθήκη.
Αυτό το βήμα της διαδικασίας χρησιμοποιεί κυρίως διάφορα όργανα και εξοπλισμό επιθεώρησης για να επιθεωρήσει το μέγεθος, το σπείρωμα, τη γωνία, την πληρότητα κ.λπ. του προϊόντος. Η αεροστεγανότητα και η διάρκεια ζωής του τελικού προϊόντος θα ελέγχονται επίσης αυστηρά για να διασφαλιστεί ότι το προϊόν πληροί όλα τα πρότυπα.
Τέλος, πραγματοποιείται κατάλληλη και λογική συσκευασία σύμφωνα με την ποσότητα παραγγελίας και τις απαιτήσεις συσκευασίας του πελάτη.
Αφού όλα είναι έτοιμα, το προϊόν θα αποσταλεί.
Τα παραπάνω είναι η διαδικασία κατασκευής 16 βημάτων για camlock από ανοξείδωτο ατσάλι.
Αφού διαβάσετε αυτό το άρθρο, οι περισσότερες από τις ερωτήσεις σας θα πρέπει να έχουν απαντηθεί και θα πρέπει να έχετε μια ορισμένη κατανόηση της διαδικασίας κατασκευής του camlock από ανοξείδωτο ατσάλι.
Εάν έχετε οποιεσδήποτε άλλες ερωτήσεις ή θέλετε να μάθετε περισσότερες σχετικές πληροφορίες, είστε πάντα ευπρόσδεκτοι να μας γράψετε.
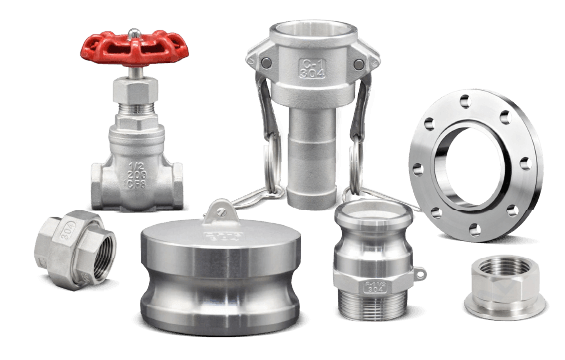






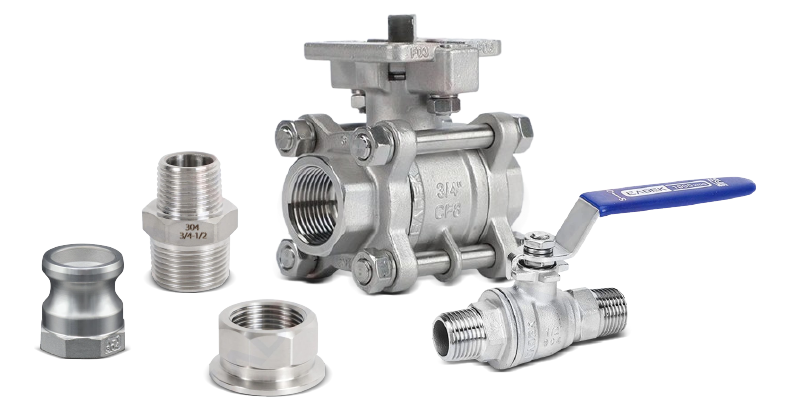
Η PROCAMLOCK προσφέρει ανθεκτικά, υψηλής απόδοσης εξαρτήματα camlock για εύκολη χρήση σε βιομηχανίες όπως η επεξεργασία τροφίμων, η χημική βιομηχανία και οι κατασκευές.
Άμεση προσφορά